Column & Boom Welding Manipulator Frequently Asked Questions & Options

Column & Boom Camera System Options
For Open Arc
The XVC-O Xiris Weld Camera is LJ’s camera system of choice and is capable of recording all open arc, welding processes including MIG, MAG, TIG, Plasma, Laser and Stick welding. Processes can be viewed remotely up to 40 meters (130 ft) away, providing live images of the torch, weld area and material during standard and high-power welding conditions.
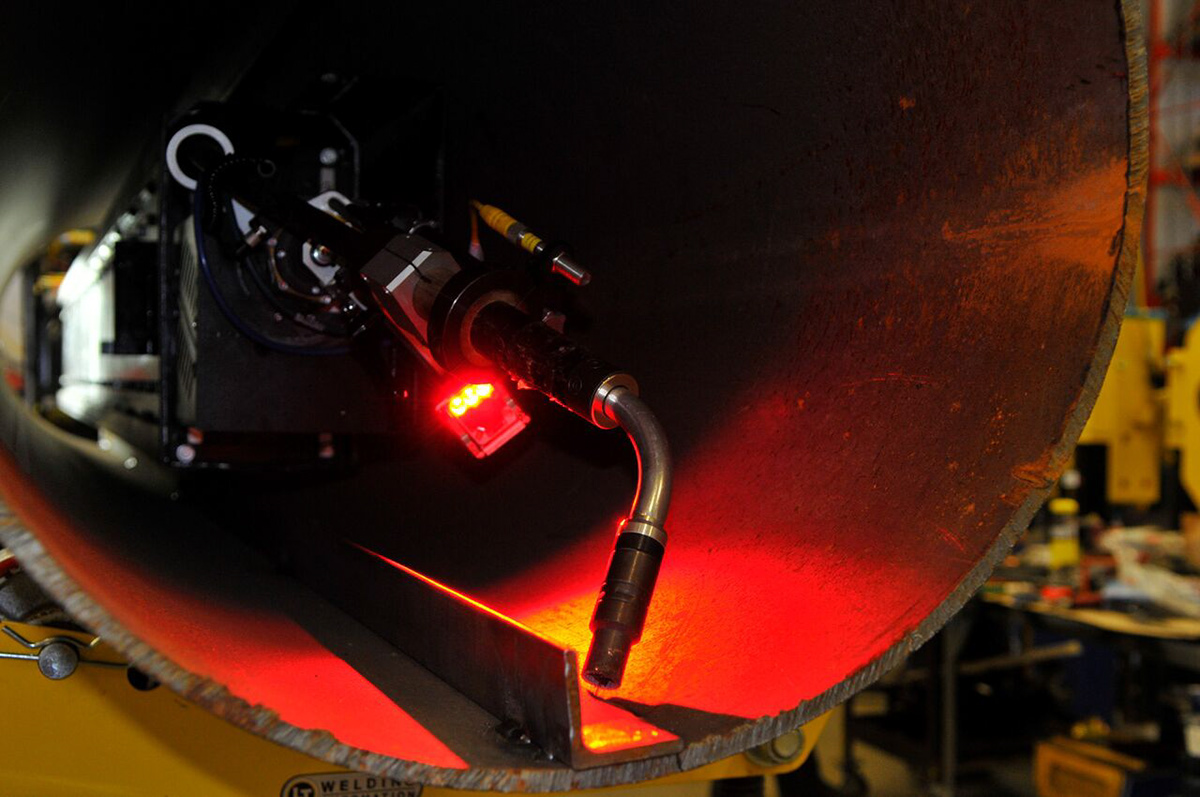
For Submerged Arc
The XVC-S Xiris Weld Camera is LJ’s preferred standalone camera +monitor system, providing real-time view of the torch when welding with submerged arc (SAW). It is particularly useful when placed on column and boom welding manipulators as it allows the operator to observe the weld area from ground level.
Housed in a rugged enclosure, the XVC-S features single or dual crosshairs and can act as a set-up tool to position the submerged arc torch. The visual feedback it provides to the operator can also be used as a means to adjust the position of the C&B welding manipulator or parameters during the welding operations.
LJ’s lower cost subarc camera option (Basler) is available for use on any CaB manipulator that utilizes LJ’s fully loaded PLC/HMI controls package. In this case, the camera can be plugged directly into the PLC and output to the HMI screen for viewing, which cuts significant costs out of the camera viewing system.
Seam Tracking Options for Column & Boom Manipulators
What Is Tactile Seam Tracking?
As the name suggests, tactile sensors physically contact the weld seam using a contact probe.
As the torch position changes relative to the workpiece, the probe deflects in the opposite direction and the controller makes adjustments to return the torch to its original position.
The Benefits Of Tactile Seam Tracking
Tactile seam tracking systems are best suited for weld seams with large, distinct geometry. If the weld seam is too small, the probe can lose contact with the seam and run the welding torch off track.
Tactile Seam Tracking Is Best Suited for the Following:
1) Welds that are the same basic shape and similar seam configuration with variations in size, length and width.
2) Repetitive welding applications using the same weld part before retooling the welding station for the next part type.
4) Beam welding fabrication where operators manually weld beam or are required to manually reposition the torch for the full length.
5) Single or multi-pass lap joints, fillet weld or v-groove seam configurations.
6) Cylinder sag on large tank.
Laser Vision Seam tracking systems use a laser ribbon which is projected onto the surface of the part creating a distinct laser line across the weld seam. The laser line is then viewed at a slight angle using a camera. The resulting image is analyzed to extract key reference points (such as the edges of the groove) that can then be used to measure and provide feedback for actuators. Once a reference point has been created, the controller will make any necessary movements to keep this reference point in the same position relative to the welding torch. Laser Vision systems have a very high resolution allowing them to reliably detect and track seams as narrow as 0.2mm gap width.
Watch this CaB welding manipulator use laser seam tracking on aluminum and steel below:
Seam Tracking Further Reading:
Cross Slides & Oscillator Systems
Powered Cross Slides & Joystick Controller
Powered Cross Slides & Joystick Controller Powered cross-slides have a nominal travel of 6" x 6" and can be used as stand-alone devices with their own controller, or they can be integrated directly into larger systems. A 2-axis adjustable mount can be used to set and maintain position of welding torch for both submerged arc and MIG torches.
Powered cross-slides can support up to 200lbs at a distance of 6" from the mounting face, or 150lbs at a distance of 12" from the mounting face - sufficient for most submerged arc welding heads.
Flux Delivery
What Is A Flux Delivery (Feed) System?
Flux delivery, or feed systems, provide a means of moving flux from the column and boom manipulator platform to the weld head. A small pressure vessel is used to maintain positive pressure on the flux and aerate the flux so that it flows easily upwards to the welding torch.
How Does A Flux Delivery (Feed) System Work?
Typically, flux is delivered to a flux hopper located at the weld head; however for systems where space is limited, flux can be delivered directly to the welding torch, eliminating the need for a flux hopper at the weld head.
What Flux Delivery Capacities Are Available?
Flux delivery systems come in 100lb and 300lb capacities typically, but can be provided at 1,000lbs or higher as required. Heated storage and delivery systems are available as well, which is useful to keep flux dry in humid environments. Larger capacities help to reduce non-essential, non-arc time activity.
Flux Recovery Systems
What Is A Flux Recovery System?
Flux recovery systems are used to capture unused flux so that it can be reused. Typically, 2 lbs of flux are required for every 1 lb of deposited weld; however, recovering flux can reduce this ratio to 1.25 lbs of flux per 1 lb of weld metal. Electric and pneumatic versions are available.
How Does A Flux Recovery System Work?
Electric flux recovery systems use an electric motor to create a vacuum strong enough to suck flux back into the flux hopper. Pneumatic recovery systems require shop air pressure and using a venturi-like device, compressed air is used to create a vacuum strong enough to suck flux back into the flux hopper. Heated flux hoppers are also available.

LJ's manipulator booms are built using large sections so that they are stiff to allow for precision and delivering consistent high quality welds, any day of the week. Welding booms can range from 4 feet to 16 feet and are customizable to your specifications. Variable speed boom (in/out) is a standard offering.
LJ offers an integrated powered boom carriage for customers with limited shop floor space and demanding production schedules.
The key advantage to the boom mounted weld head carriage is that it allows the weld head to move laterally along the boom, rather than manipulating the boom with a weld head at the end. In other words, the boom remains stationary and the weld head moves along the boom, which allows for the manipulator to be placed up against walls or in tight spaces where a retracting boom doesn’t fit. The integrated powered cart option is most commonly used with LJ's MNP-600 portable column and boom welding manipulator.
Manipulator Column

LJ’s manipulator columns are equipped with variable speed function (up/down) to adjust the height of the weld head with the flick of a joystick to suit your desired workpiece height requirements. Columns range from 5 feet to 16 feet in height clearance and are customizable upon request.
Welding Manipulator Controls

Controls
The control platform comes with a joystick or fully integrated touchscreen option. The optional user-friendly HMI touch screens are available to control all your welding manipulator functions. Wireless hand pendants are available so your operator can weld from wherever it’s most convenient.
Boom mounted controls are also available for clients who wish to operate the C&B manipulator at the weld head. If more advanced controls are desired, contact LJ Welding Automation for further assistance with your application.
Manipulator HMI Touchscreen Options
What Are HMI Touch Screen Controls?
HMI (Human machine interface) is the computer interface that communicates and commands all major functions of your welding manipulator or beam welding gantry system.
What Can the Manipulator HMI Touch Screen Control?
Rotation speed of tank turning rollers and weld positoners.
Weld speed.
Height adjustment (positioners if powered height adjust.)
Welding controls
Camera.
Data Collection
How Do I know If I Should Choose HMI Controls For My Welding Application?
It will depend on the complexity of your welding application, scope and budget. If your application has many moving parts, such as seam tracking, welding turning rolls, a column and boom manipulator and camera, an HMI would streamline all variable factors into a simplified screen. If you aren't integrating your CaB manipulator with any other material handling equipment, standard equipment controls are sufficient.
HMI Controls Further Reading
The HMI control is a PC based computer that is easy to set or change, store useful data for quality assurance purposes, and can fully integrate with all LJ Welding products. The HMI touchscreen panel controls all complex welding automation functions from one single location.
Welding Boom Mounted Controls
Boom mounted controls ensure the weld operator has direct sight of the weld in order to make the correct adjustments during welding if needed.
The welding boom mount controls allow the operator to:
Controls flux delivery/recovery when integrated.
Preprogram multiple weld settings (for repetitive welds).
Control material handling systems if integrated with other LJ equipment.
Manage seam tracking settings for laser or tactile.
Control wire feed from boom.
Control cross slides / weld head from boom.
Wireless Hand Pendant
LJ's wireless hand pendant gives the operator more mobility that the conventional cable wire version, reduced the likelihood of the operator getting tangled up in wired systems.
For Safety
and has a "deadman switch" or "e-stop" to respond quickly in an emergency situation. Additionally, the pendant with communicate to the system it's connected to switch off if it loses communication with the transmitter.
Compatibility
The wireless hand pendant uses a 19pin connector found on nearly all of LJ's equipment.
Standard Hand Pendant
LJ's standard hand pendant comes with standard weld start, weld stop and wire feed, along with rotation for integrated material handling set-ups.
Welding Manipulator Power Sources

Column and Boom Power Sources
Every single robot, welding manipulator and gantry LJ produces is a combination of the right power source coupled with the right automation process (seam tracking, camera, oscillator, process control, etc.).
Some power sources are known for their high deposition rates, others with a reputation for low splatter and welding dissimilar metals seamlessly. We'll help you to squeeze the most productivity out of your system.
Based on your project application, LJ's sales and engineering team will recommend a power source that fits your goals. Learn more about the Open Arc and Submerged Arc power sources we use for our C&B welding manipulators.
Submerged Arc Options
Column and Boom (CaB) welding manipulators are most commonly used for Submerged Arc Welding (subarc or SAW) applications; however, they can be used for GMAW or other open-arc applications as well. LJ can also integrate virtually any open or subarc system to C&B manipulators.
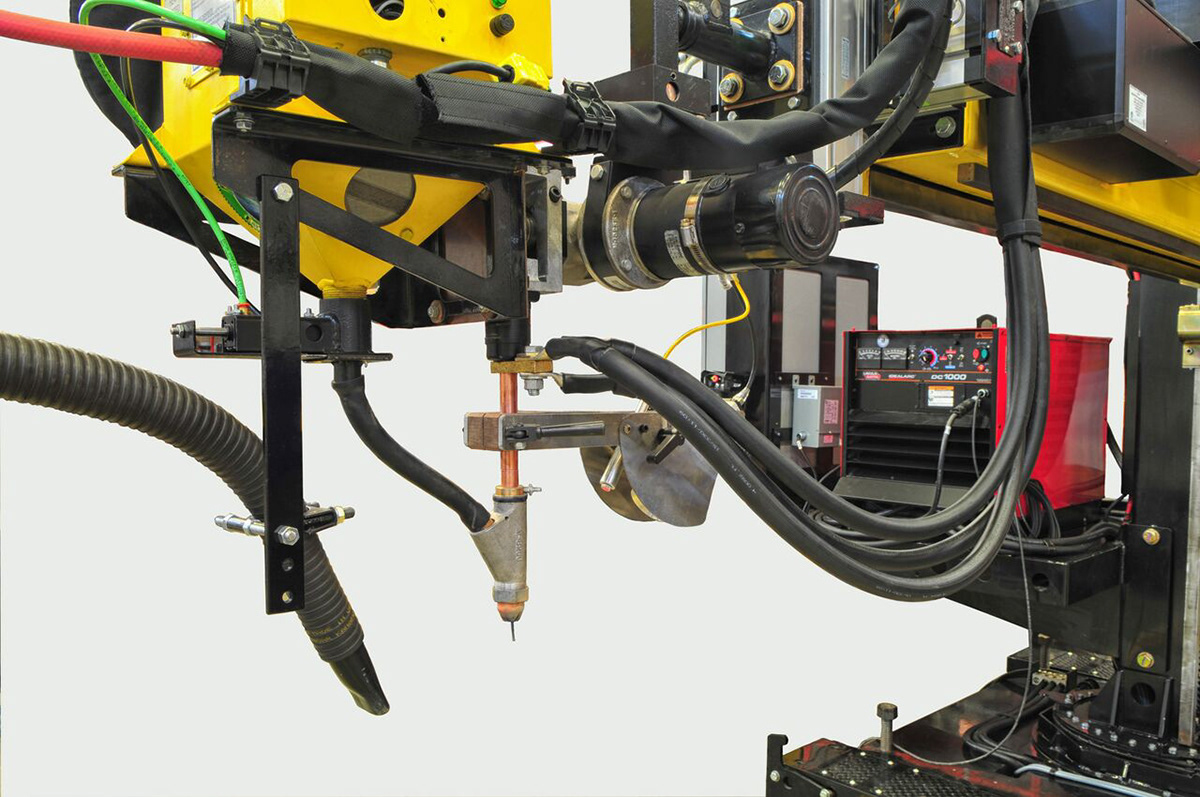
Subarc welding’s most significant advantage is maximizing welding deposition rates, to rates that are 3-5x higher than other comparable processes. Deposition rates of 20-30lbs/hour (or more) can be achieved depending on the weld joint, consumables, and procedure. DC SAW power sources are only capable of supplying direct current to the electrode. Lincoln Electric's Idealarc DC-1000 and DC-1500 and Miller's Subarc 650, 800, 1000, and 1250 are all DC power sources that can all be readily integrated with LJ's welding manipulators.
AC/DC SAW power sources can weld at higher efficiencies, with lower power consumption, and can supply an alternating or square wave current to the electrode. Lincoln's Powerwave AC/DC 1000 and Miller's Subarc AC/DC Digital and AC/DC 1250 Digital are AC/DC power sources that can be readily integrated with LJ's welding CaBs. AC/DC power sources offer the benefits of variable wave form and the best characteristics of DC+ and DC- polarity.
Open Arc Welding Options
Power sources for open arc applications must be both powerful and welder-friendly. Miller’s XMT® 350 CC/CV, and XMT® 450 CC/CV 230/460 V start arcs and stick electrodes without contaminations and inclusions. The Dimension™ 650 is especially versatile, with a gouging mode that provides up to 800 amps of full power. Three wire modes make it ideal for GMAW, FCAW, or SAW applications.
User-friendly controls with common welding terminologies help mitigate errors. Miller’s Pipeworx 400 Welding System 230/460 V even allows welders to change between welding processes at the touch of a button. Wind technology provides cooling and protects components from dust and contaminants for maximum reliability. The fans run only on demand to save energy. All power sources can be used with spool guns and feeders, and are easy to integrate into LJ’s CaB manipulators.
Column and Boom Base Options
Manipulator Swivel Base Standard Option
All LJ C&B manipulators come standard with a 350° rotating swivel base and a swivel lock and can be either free standing or integrated with a rail car system. This allows for more agile job set-ups than a fixed base column and boom.
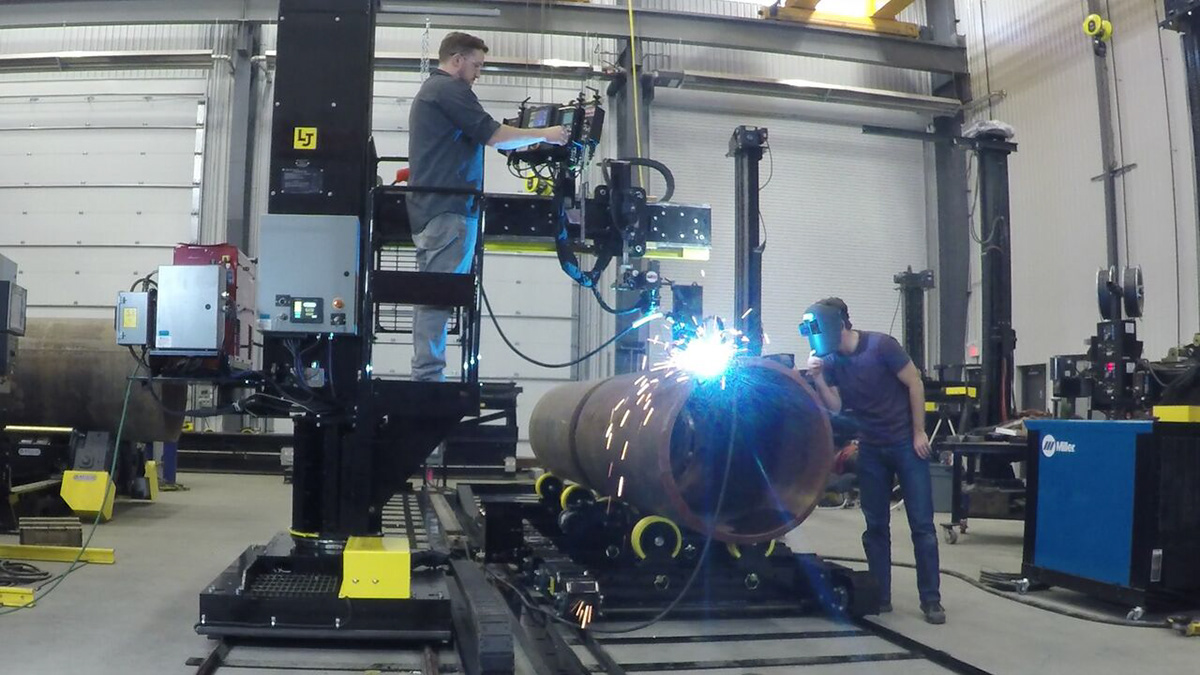
Column and Boom Rail Car System Installation
The powered rail travel car is an ideal option for shops that require 3-axis motion on their manipulator (up/down vertically, in/out horizontally, and along rail parallel to workpiece).
The powered travel car option is included on most LJ C&B manipulators as a safe and efficient method for indexing the weld head to the location it is needed, and in some special cases, for long seam welding. Free-standing (stationary) welding manipulators are more common with rentals or shorter-term projects where setting up a rail system is either not practical or economical. Rail installation and cable management can be quoted on request.
Column and Boom Wall-Mounted Option
The wall mounted option is best suited when floor space is unavailable and the manipulator does not require a full 360º range of movement. The Boom Mounted Carriage option compliments the wall mounted base set-up because movement of the weld head can still be achieved on 2 axis.

