Casting Simulation of a Gate Valve Using SolidCAST
The objective of this project was to analyze the filling and solidification time for the Aluminum casting operation. The casting part was simulated using the SolidCAST software. The design analysis was carried out showing the solidification progressions on the critical areas. Further, the riser design wizard was used to estimate the possible feed areas and riser designs. Finally the manufacturing cost for the valve was estimated.
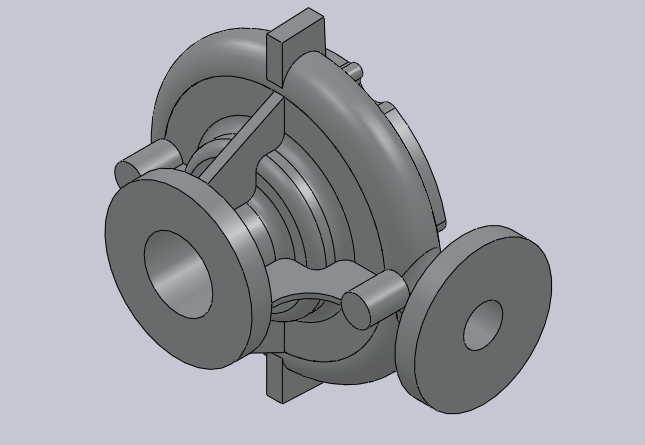
SolidWorks Modeling for the Valve
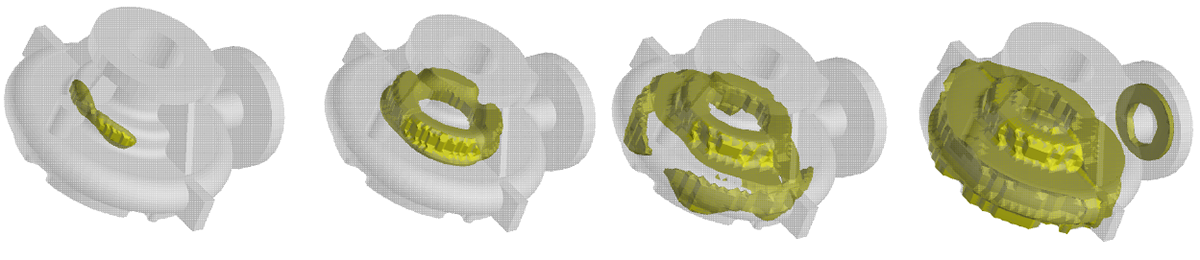
Step-wise Solidification
Critical Feed Areas in Casting
The simulation was also run to find out the critical areas in the casting. The critical feed areas can be seen in the figure plotted below. The figure plot shows the areas requiring less and more time for the solidification. The scale corresponding to each color can be seen on the right side. The solidification time increases in the order of yellow, orange, red, purple and blue, where yellow being the area with lowest solidification time and blue being the area with highest solidification time.
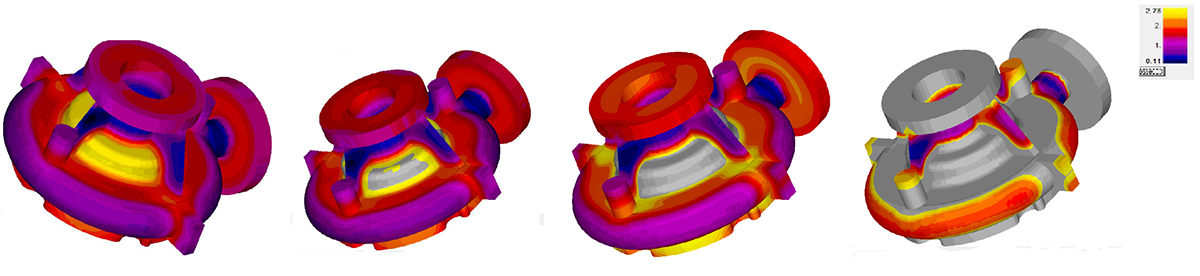
Critical Feed Areas in Casting
Riser Design
The riser was design was performed using the riser design wizard in SolidCAST. The criteria for the riser design was to assuring the volume of riser within the range and manipulating height to diameter ratio. Various feed areas were to ensure that the volume in the riser does not exceed avoiding material shrinkage and porosity during casting. In this case the number of risers required were six.
The riser was design was performed using the riser design wizard in SolidCAST. The criteria for the riser design was to assuring the volume of riser within the range and manipulating height to diameter ratio. Various feed areas were to ensure that the volume in the riser does not exceed avoiding material shrinkage and porosity during casting. In this case the number of risers required were six.
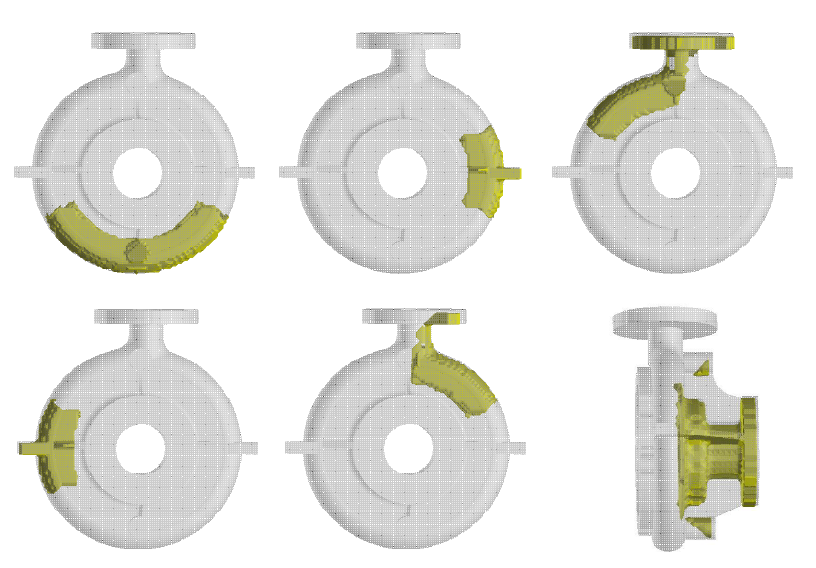
Prospective Locations of Riser
Filling Time
The filling time required for the valve was determined by volumetric analysis and numerical integration. The valve body was divided into 6 parts and numerical integration was performed. The estimated filling time was15.3 seconds.
Total Cost of Manufacturing
Density of aluminum= 2630.156 kg/m3
Cs= 962.32 J/Kg-k
Cl=1.1KJ/kg-K
Tmelt= 662℃=935K
Tamb= 32.22℃= 305.22K
Tpour= Alloy is superheated at 952.445 K
Hf=388174.8 J/Kg
ρm= sand density = 1521.71 Kg/m^3
Initially the amount of the Aluminum which is required to fill the mold is given by mass= 7.046441 Kg
1) Cost of aluminum = $5×7.046441 = $35.232
The amount of the sand required to fill the mold
Sand Volume = 3 x Cast volume = 27 x 2553059.489
Mass of sand = Volume x density= 27 x 2553059.489 x 1521.71= 104.895Kg
2) Cost of sand = mass x cost per kg = 104.895 x 0.02 = $ 2.097
Heat energy required to melt the aluminum (H) H= m [Hf Cs+ (Tmelt-Tamb) +Cl (Tpour-Tmelt)]
H=7.046441 [400 + 0.962(935-305.22) +1.1(952.445 -935)]
H=7.046441 [400 + 0.962(935-305.22) +1.1(952.445 -935)]
H= 7087.6511J = 7.087KJ
Cost of energy =0.07USD/KW-h
Cost of energy = (0.07×7087.6511J) ÷3600 = $0.137
The efficiency = 50%
3) Cost of energy =$0.2055
For Cost of filling the mold,
Burden labor cost (L) =$50/hr and filling time (tfill) =15.3 sec
4) Cost of filling/ Labor cost =Tfill× burden labor cost = (15.3/3600) hr×$50/hr = $0.2125
5) Depreciation cost = Capital depreciation/ volume of parts per year = 10,000/30,000 = $0.33
Adding all cost from 1) to 5)
Cost of a per-piece of casting =$35.232+ $ 2.097 + $0.137 + $0.2055 + $0.33br = $38